Rauheit: Unterschied zwischen den Versionen
(→Profilfilter und Grenzwellenlängen) |
(→Profilfilter und Grenzwellenlängen) |
||
| (8 dazwischenliegende Versionen desselben Benutzers werden nicht angezeigt) | |||
| Zeile 6: | Zeile 6: | ||
{| class="minttable" align="right" | {| class="minttable" align="right" | ||
| − | !<math> \mathsf{ | + | !Periodisch |
| + | !colspan="2"|Aperiodisch | ||
| + | ! | ||
| + | ! | ||
| + | |- | ||
| + | !<math> \mathsf{R_{Sm}} / \mathrm{mm} </math> | ||
!<math> \mathsf{Ra} / \mathrm{\mu m}</math> | !<math> \mathsf{Ra} / \mathrm{\mu m}</math> | ||
!<math> \mathsf{Rz} / \mathrm{\mu m}</math> | !<math> \mathsf{Rz} / \mathrm{\mu m}</math> | ||
| − | !<math> \lambda_c / \mathrm{mm}</math> | + | !<math> \mathsf{\lambda_c} / \mathrm{mm}</math> |
| − | !<math> \mathsf{ | + | !<math> \mathsf{l_n} </math> |
|- | |- | ||
|<math> \gt 0,013 \le 0,04</math> | |<math> \gt 0,013 \le 0,04</math> | ||
| Zeile 16: | Zeile 21: | ||
|<math> \le 0,1</math> | |<math> \le 0,1</math> | ||
| <math> 0,08 </math> | | <math> 0,08 </math> | ||
| − | | <math> | + | | <math> 0,4 </math> |
|- | |- | ||
|<math> \gt 0,04 \le 0,13</math> | |<math> \gt 0,04 \le 0,13</math> | ||
| Zeile 22: | Zeile 27: | ||
|<math> \gt 0,1 \le 0,5</math> | |<math> \gt 0,1 \le 0,5</math> | ||
| <math> 0,25 </math> | | <math> 0,25 </math> | ||
| − | | <math> | + | | <math> 1,25 </math> |
|- | |- | ||
|<math> \gt 0,13 \le 0,4</math> | |<math> \gt 0,13 \le 0,4</math> | ||
| Zeile 28: | Zeile 33: | ||
|<math> \gt 0,5 \le 10</math> | |<math> \gt 0,5 \le 10</math> | ||
| <math> 0,8 </math> | | <math> 0,8 </math> | ||
| − | | <math> | + | | <math> 4 </math> |
|- | |- | ||
|<math> \gt 0,4 \le 1,3</math> | |<math> \gt 0,4 \le 1,3</math> | ||
| Zeile 34: | Zeile 39: | ||
|<math> \gt 10 \le 50</math> | |<math> \gt 10 \le 50</math> | ||
| <math> 2,5 </math> | | <math> 2,5 </math> | ||
| − | | <math> | + | | <math> 12,5 </math> |
|- | |- | ||
|<math> \gt 1,3 \le 4</math> | |<math> \gt 1,3 \le 4</math> | ||
| Zeile 40: | Zeile 45: | ||
|<math> \gt 50 \le 200</math> | |<math> \gt 50 \le 200</math> | ||
| <math> 8 </math> | | <math> 8 </math> | ||
| − | | <math> | + | | <math> 40 </math> |
|} | |} | ||
| + | Zunächst wird das Primärprofil der Oberfläche durch optische oder taktile verfahren ermittelt. Anschließend muss über die auszuwertende Taststrecke, <math> \mathsf{l_n} </math> entschieden werden. Als Abgrenzung zur Welligkeit wird eine Grenzwellenänge <math> \lambda_c </math> festgelegt, die sich nach Fall und Anwendung unterscheiden kann. | ||
| + | Beides ist z.B. in ISO 4288 festgelegt, wobei man hier periodische und aperiodische Profile unterscheidet. Bei periodischen Profilen ermittelt man zunächst den Riefenabstand, <math> \mathsf{R_{Sm}} </math>, woran sich dann die Wahl der Taststrecke und der in Profilfilter einzustellenden Grenzwellenlänge orientiert. | ||
| − | + | Gleiches gilt für die Abgrenzung <math> \lambda_s </math> zu den extrem kurzwelligen Oberflächenfehlern, die die Gitterstruktur des Werkstoffs betreffen. | |
| − | |||
==Gebräuchliche Rauheitskennwerte== | ==Gebräuchliche Rauheitskennwerte== | ||
| − | Wird das Profil einer Oberfläche über eine Prüfstrecke <math> \mathsf{l_n }</math> gemessen, dann kann man aus der Messreihe aus <math> n </math> Profilhöhen <math> \mathsf{z_n} </math> verschiedene Rauheitskennwerte ermitteln. Der gebräuchlichste ist der arithmetische Mittenrauwert <math> \mathsf{ | + | Wird das Profil einer Oberfläche über eine Prüfstrecke <math> \mathsf{l_n }</math> gemessen, dann kann man aus der Messreihe aus <math> n </math> Profilhöhen <math> \mathsf{z_n} </math> verschiedene Rauheitskennwerte ermitteln. Der gebräuchlichste ist der arithmetische Mittenrauwert <math> \mathsf{Ra} </math>, der allerdings wenig sensitiv auf vereinzelte Profilspitzen reagiert. Sollten diese von Bedeutung sein, dann sind die Rautiefenwerte <math> \mathsf{Rt} </math> oder <math> \mathsf{Rz} </math> aussagekräftiger. |
{| class="minttable" | {| class="minttable" | ||
| Zeile 62: | Zeile 68: | ||
|- | |- | ||
|quadratischer Mittenrauwert | |quadratischer Mittenrauwert | ||
| − | |<math> \mathsf{R_q} \; \textsf{oder} \; R_{rms} </math> | + | |<math> \mathsf{R_q} \; \textsf{oder} \; \mathsf{R_{rms}} </math> |
|Standardabweichung d. Messwerte (RMS-Wert) | |Standardabweichung d. Messwerte (RMS-Wert) | ||
|<math> \sqrt{ \dfrac{1}{n} \sum_{i=1}^{n} \left( z_i -\overline{z} \right)^2 } </math> | |<math> \sqrt{ \dfrac{1}{n} \sum_{i=1}^{n} \left( z_i -\overline{z} \right)^2 } </math> | ||
|- | |- | ||
|maximale Rautiefe | |maximale Rautiefe | ||
| − | |<math> Rt </math> | + | |<math> \mathsf{Rt} </math> |
|Spitze-Spitze-Abstand des R-Profils | |Spitze-Spitze-Abstand des R-Profils | ||
|<math> \max (z_i) - \min (z_i) </math> | |<math> \max (z_i) - \min (z_i) </math> | ||
|- | |- | ||
|gemittelte Rautiefe | |gemittelte Rautiefe | ||
| − | |<math> Rz </math> | + | |<math> \mathsf {Rz} </math> |
|Standardabweichung d. Messwerte (RMS-Wert) | |Standardabweichung d. Messwerte (RMS-Wert) | ||
|<math> \dfrac{1}{5} \sum_{i=1}^{5} Rt_{i} </math> | |<math> \dfrac{1}{5} \sum_{i=1}^{5} Rt_{i} </math> | ||
Aktuelle Version vom 18. Februar 2021, 00:10 Uhr
S. Burghardt (02.2021) MINTwiki.de/Rauheit (In Bearbeitung)

Die Rauheit (oder äquivalent Rauigkeit, engl. surface roughness) ist eine Oberflächeneigenschaft eines Festkörpers. In technischer Hinsicht beschreibt sie die Gestaltabweichung dritter bis fünfter Ordnung (nach DIN 4760) der durch entsprechende Fertigungsmethoden hergestellten Istoberfläche von der Solloberfläche, die durch eine technische Zeichung oder ein Modell vorgegeben wird. Somit bezieht sich die Rauheit auf kurzwellige Abweichungen in Form von Rillen, Riefen, Schuppen, Kuppen und letzlich der Gefügestruktur. Für den Konstrukteur ergibt sich hier immer wieder die Fragestellung, welche Rauheit bei der Gestaltung von Teilen und Baugruppen anforderungsbezogen verwendet werden sollte und was mit welchen technischen Mitteln und den damit verbundenen Fertigungskosten erreichbar ist.
Inhaltsverzeichnis
Profilfilter und Grenzwellenlängen
| Periodisch | Aperiodisch | |||
|---|---|---|---|---|
Zunächst wird das Primärprofil der Oberfläche durch optische oder taktile verfahren ermittelt. Anschließend muss über die auszuwertende Taststrecke, entschieden werden. Als Abgrenzung zur Welligkeit wird eine Grenzwellenänge festgelegt, die sich nach Fall und Anwendung unterscheiden kann. Beides ist z.B. in ISO 4288 festgelegt, wobei man hier periodische und aperiodische Profile unterscheidet. Bei periodischen Profilen ermittelt man zunächst den Riefenabstand, , woran sich dann die Wahl der Taststrecke und der in Profilfilter einzustellenden Grenzwellenlänge orientiert.
Gleiches gilt für die Abgrenzung zu den extrem kurzwelligen Oberflächenfehlern, die die Gitterstruktur des Werkstoffs betreffen.
Gebräuchliche Rauheitskennwerte
Wird das Profil einer Oberfläche über eine Prüfstrecke gemessen, dann kann man aus der Messreihe aus Profilhöhen verschiedene Rauheitskennwerte ermitteln. Der gebräuchlichste ist der arithmetische Mittenrauwert , der allerdings wenig sensitiv auf vereinzelte Profilspitzen reagiert. Sollten diese von Bedeutung sein, dann sind die Rautiefenwerte oder aussagekräftiger.
| Parameter | Symbol | Beschreibung | Formel |
|---|---|---|---|
| arithmetischer Mittenrauwert | arithmet. Mittelwert der Messwertbeträge | ||
| quadratischer Mittenrauwert | Standardabweichung d. Messwerte (RMS-Wert) | ||
| maximale Rautiefe | Spitze-Spitze-Abstand des R-Profils | ||
| gemittelte Rautiefe | Standardabweichung d. Messwerte (RMS-Wert) |

Darstellung in technischen Zeichnungen
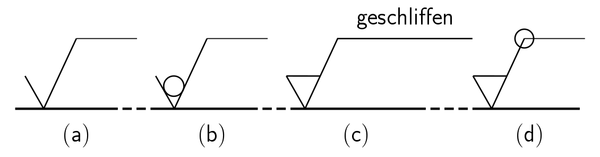
Nach DIN EN ISO 1302 gibt es ein Symbol, das die Angabe der zulässigen Rauheit in technischen Zeichnungen kennzeichnet. Es ist in den meisten CAD-Programmen vordefiniert, wobei dann fünf Felder gefüllt werden können:
- : Hier kann das Fertigungsverfahren angegeben werden (im Partizip II, z.B. "geschliffen").
- : Angabe der Oberflächenbeschaffenheit angegeben
- : ggf. eine zweite Angabe zur Oberflächenbeschaffenheit
- : Symbol für Oberflächenrillen
- : Bearbeitungszugabe in mm
Fertigungsverfahren (F)
{kind=link}
Die erreichbare Rauheit hängt vom Fertigungsverfahren ab. Die feinsten Oberflächenrauheiten lassen sich mit Läpp- und Polierverfahren erreichen. Andererseits gibt es auch Verfahren, die die Oberflächenrauheit gezielt vergrößern (Z.B. Mattierung durch Druckluftstrahlen mit festem Strahlmittel).
| Verfahren | Erreichbare Mittenrauwerte Ra in µm | Erreichbare gemittelte Rautiefe Rz in µm | ||||
|---|---|---|---|---|---|---|
| fein | mittel | grob | fein | mittel | grob | |
| Umfang- und Stirnfräsen | 0,4 | 1.6-12 | 25 | |||
| Räumen | 0,4 | 1,6-10,35 | 25 | |||
| Plandrehen | 0,4 | 1,6-12 | 50 | |||
| Längsdrehen | 0,2 | 0,8-12 | 50 | |||
Rillenrichtung (T)
Oberflächenbeschaffenheit (R1 u. R2)
Messverfahren
Zunächst kann man taktile und optische Verfahren unterscheiden. Bei der taktilen Messung wird ein eindimensionales Tastschnittprofil der Oberfläche erfasst.
Literatur
Die Definition d. Rauheitskenngrößen ist genormt in der ISO 4287 bzw. DIN EN 4287. Gestaltabweichungen, zu denen u.a. die Rauheit gehört, sind in der DIN 4760 klassifiziert. Die wichtigsten Informationen dazu findet man in zahlreicher Sekundärliteratur, u.a.:
- H. Hoischen u. W. Hesser (2005) 'Technisches Zeichnen', 30. Auflage, Cornelsen Verlag, Berlin, ISBN 978-3-589-24110-1
- W. Dax, N. Drozd, W-D. Gläser, H. Itschner, G. Knotsch, J. Slaby, A. Weiß (2005) 'Tabellenbuch für Metalltechnik', 11. Auflage, Handwerk u. Technik, Hamburg, ISBN 978-3-582-03291-1